| **** 第123 **** | 2014年11月9日(日) |
|
|
 MD500E:エアロパートナーズ社のフォトギャラリーからお借りしました。 MD500E:エアロパートナーズ社のフォトギャラリーからお借りしました。 |
|
 |
|||||||||||||||||
|
||||||||||||||||||
| 10 テールローターブレードの組付け |
| 2 テールモーターの発熱対策 | ||
|
 |
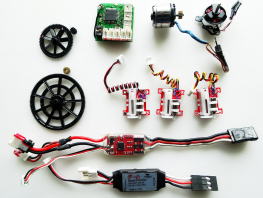
| モーター軸受けをメタルからボールベアリングに改造 :軸方向の止めはアウターリングの磁石とコアとの引き合いによる | |||||
 |
 |
 |
 |
 |
|
| メタル軸受けブラシレスモーター | 加工前:メタル軸受け | ドリル穴あけ(φ2.9→φ3.0) | 深さ約2.5mm | ボールベアリングとスペーサ(厚み調整前) | |
 |
 |
||||
| ボールベアリングをセット | メタル(左)と比較 | ||||
 |
(表1) 軸受け別の回転速度と推力(測定方法は第122に同じ) | |||||
| 迎え角度 | ||||||
| 軸受け | 10° | 15° | 18° | 20° | ||
| 回転速度 | メタル※ | 1458 | 1317 | -- | 1182 | |
| (x10rpm) | ボールベアリング | 1485 | 1362 | 1224 | 1209 | |
| 推力(g) | メタル※ | 2.7 | 4.2 | -- | 4.2 | |
| ボールベアリング | 3.6 | 4.3 | 4.2 | 3.8 | ||
| <測定条件>電圧:3.9v(テスターモニター)、スティック回転:1/4) | ||||||
| ※:データは第122の推力測定のグラフデータ | ||||||
| 3 テールモーターの軸受と発熱 | ||
|