| ****第209**** | 2016年7月17日(日) |
| スケールモデル3号機 | |||
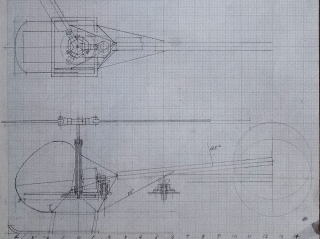
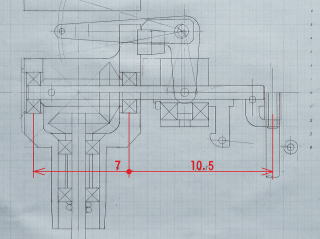
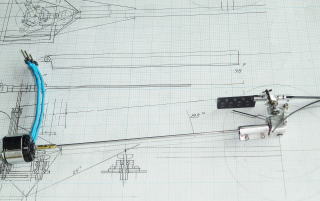
| Schweizer S-300Cを作る s=1/37 | ◆メインローターブレード3枚機を作ってみたい。 ◆ トラス構造で剛性を持つスケール機を実現したい。 |
||
|
 |
|||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||

| 5. 機体組立 |
| 5.10 ラダー調整(続き) |
|
  |
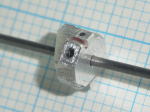
| a)自在継手 | ||||
 |
 |
 |
 |
 |
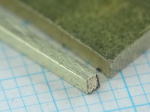
| 黄銅パイプ(φ2xφ1)から削り出し | コマの作製:黄銅1mm角にピン穴とクロスピン用溝加工 | 胴部とコマ | ||
 |
 |
 |
 |
 |
| 軸固定ピン穴(φ0.5) :φ0.7ドリルを入れて偏芯貫通穴明け |
クロスピンをセット後コマの溝をつぶしてピンを固定 | ピン不要部を切除 | モーター軸へのピン溝加工 | モーター軸と駆動軸の連結:ピン穴にφ0.5ピン圧入 |
| b)ローターヘッド | ||||
 |
 |
 |
 |
 |
| 穴明け治具:軸(φ1)に対してドリルが軸芯を通るように黄銅パイプを位置決め | 治具を使って、φ0.6穴明け(黄銅パイプφ2xφ1にパイプφ1xφ0.6挿入) | φ1穴明け(φ0.6穴から45°の位置) | シーソー(ブレード軸保持部) 左:旧、右:新(加工途中) |
フォーク 左:旧、右:新(加工途中) |
 |
 |
 |
 |
 |
| φ4パイプを使って軸芯ズレのなきことを確認 | フォークとシーソー軸受を組み合せ、軸芯が一致していることを確認 | 外形加工 | 表面仕上げ | |
 |
  |
 |
||
| シーソー組み込み確認 | ローターに組み込み | 回転確認:芯振れ無く、振動も目立たない | ||
| 5.10 ラダー調整(続き) |
|